At present, many separate metal complex Cu, Zn sulphide ore beneficiation is still a problem in the art. Over the years, domestic and foreign mineral processing workers have carried out a lot of research work on copper and zinc separation, and have obtained some new research results. However, for some copper-zinc sulfide ore with complex and difficult to choose, the existing mature mineral processing technology is difficult to reach. The purpose of separation. The main reasons for the difficulty in separating copper and zinc are: (1) the useful minerals are densely symbiotic with each other, the size of the inlay is fine, and fine grinding is required to make the minerals dissociate, but the fine grinding will cause excessive pulverization, which will deteriorate the flotation process. (2) The sulfide minerals can be floated alternately and overlap; (3) the sphalerite is easily activated by copper ions. Gold and silver in copper concentrates enriched in minerals recovered. The ore sample studied in this experiment was collected from the Damingzhang copper mine in Simao. It is a fine vein-disseminated ore with complex structure and difficult to choose. The metal mineral is more than 83% in the ore and less than 17% in the gangue mineral. The ore is complex in nature and is a highly sulphur-copper-zinc-silver-polymetallic sulfide ore that is difficult to separate. The purpose of the test is to provide a reasonable selection process (including the pharmaceutical system) and design basis for production.
First, the nature of the ore
The mine belongs volcanic flow veinlets disseminated polymetallic sulphide deposits, mainly of metal ore minerals pyrite, chalcopyrite, sphalerite, galena symbiotic, marcasite, close to the main metallic minerals Some of them exist in a fine-grained state. Non-metallic minerals are mainly quartz, calcite, sericite, barite and so on. The associated gold and silver mines are silver-gold ore, silver-bismuth copper ore, silver-silver ore, natural silver, and silver-gold ore are the main gold-bearing minerals. The results of multi-element analysis of raw ore were: Cu6.401%, Zn10.17%, Pb0.72%, S37.46%, Au0.76g/t, Ag57.48g/t, SiO 2 9.79%, Al 2 O 3 2.40% , Fe 2 O 3 42.62%, MgO 2.38%, CaO 0.84%. The results of copper and zinc phase analysis of raw ore are listed in Table 1. For this ore, since copper and zinc are difficult to separate, the copper-zinc mixed concentrate can only be produced in production, which seriously affects the economic benefits of the enterprise.
Table 1 Analysis results of copper and zinc phases of ore
Different | Copper oxide | Secondary copper | Native copper | Total copper | Copper oxide | Zinc sulfide | Total zinc |
Quality score /% | 0.080 | 0.327 | 5.994 | 6.401 | 0.20 | 9.97 | 10.17 |
Distribution rate /% | 1.25 | 5.12 | 93.63 | 100.0 | 1.97 | 98.03 | 100.0 |
Second, the determination of the test plan and the test of the process conditions
For the flotation separation scheme of copper-zinc-sulfur polymetallic sulfide ore, there are preferential flotation, mixed flotation, partial mixing flotation, and other floatable flotation. For the ore sample, the above several kinds of flotation schemes were used for exploratory experiments. According to the exploration test results and the analysis of the ore properties, the priority flotation process is more suitable for the ore sample. In the preferential flotation of copper-zinc-zinc ore, the flotation method of zinc-suppressing copper is generally used. The main problem encountered by the flotation method is that the sphalerite is easily activated by copper ions and enters the foam product together with the copper mineral. Therefore, the selection of an agent that selectively inhibits sphalerite is the key to copper selection. Through the inhibitor comparison test, it was confirmed that sodium sulfide, zinc sulfate and sodium sulfite were combined, and the sphalerite and pyrite in the ore were better inhibited. Therefore, in the direct preferential flotation test, sodium sulfide and sulfuric acid were used. Zinc and sodium sulfite inhibit sphalerite and pyrite, and copper concentrate is preferentially selected. Copper tailings are selected under the condition of high calcium oxide, and copper sulfate is used as an activator to select zinc.
The test work is carried out in the laboratory. The test equipment is: rod mill model XMB-67 type 200×240; rough sweep flotation machine model XFD-3L; selected flotation machine model XFD-1.5L and 1.0 L.
(1) Priority float copper process conditions test procedure
The priority floating copper open circuit test process is two rough selections and one sweep selection, and the flotation time is 6 minutes each.
1. Influence of grinding fineness on priority floating copper index
Grinding fineness is an important process condition for flotation separation. Reasonable fineness should ensure sufficient dissociation of the target mineral and avoid over-grinding. According to the embedding characteristics of the useful minerals of the ore, the grinding fineness-741μm variable is designed. It is 85%, 90%, 95%, 98%. The test results are based on the copper concentrate grade and recovery rate and the separation effect of copper and zinc.

Figure 1 Relationship between grinding fineness and recovery rate and concentrate grade
The test results show that the recovery rate of copper rough selection has an increasing trend with the increase of grinding fineness, and the concentrate grades are basically similar. Due to the fine and uneven grain size of the original ore copper mineral, it is advisable to consider the fineness of grinding -74μm to 98%.
2. Influence of lime dosage on priority floating copper index
In this test, sodium sulfide, zinc sulfate and sodium sulfite were combined to inhibit zinc and sulfur, and copper concentrate was preferentially floated. From the results of Table 2, when the amount of lime is 12.0 kg/t and pH 11, the recovery rate of copper and zinc is high. Due to the high recovery rate of zinc, it is not inhibited, and the inhibitor used is inferior. For the inhibition of zinc, different combinations of inhibitors are explored. According to the test results, lime, sodium sulfide, zinc sulfate and sodium sulfite are combined. The inhibitory effect on zinc was better, and a more detailed experimental study was carried out in combination with the selected combination inhibitor.
Table 2 Lime dosage test results
Lime consumption / (kg · t - 1 ) | product name | Copper grade /% | Zinc grade /% | Copper recovery rate /% | Zinc recovery rate /% |
0 (pH 4 to 5) | Copper concentrate | 8.88 | 10.04 | 55.57 | 43.89 |
3.0 (pH7) | Copper concentrate | 8.28 | 10.23 | 58.19 | 49.00 |
8.0 (pH8~9) | Copper concentrate | 7.18 | 10.51 | 65.93 | 61.55 |
12.0 (pH11) | Copper concentrate | 9.62 | 15.08 | 89.47 | 93.25 |
3. Effect of sodium sulfide, zinc sulfate and sodium sulfite on the priority float copper index
It can be seen from Table 3 that when the amount of sodium sulfide is small, zinc is not inhibited. When the amount is large, both copper and zinc are inhibited, and the suitable amount is 6.5 kg/t. In the production, the amount of sodium sulfide should be adjusted in time, and the sodium sulfide is too much or too little. Both are detrimental to the flotation indicators.
Table 3 Sodium sulfide dosage test results
Sodium sulfide / (kg·t - 1 ) | product name | Copper grade /% | Zinc grade /% | Copper recovery rate /% | Zinc recovery rate /% |
0 | Copper concentrate | 10.19 | 16.99 | 83.08 | 92.92 |
5.5 | Copper concentrate | 9.72 | 12.84 | 87.65 | 72.93 |
6.5 | Copper concentrate | 10.38 | 10.11 | 86.71 | 50.57 |
7.5 | Copper concentrate | 7.54 | 8.08 | 74.44 | 48.23 |
From the results of Table 4, the recovery of copper is higher when the amount of zinc sulfate is 3.0 kg/t, and the copper concentrate at this time is also relatively low.
Table 4 Test results of zinc sulfate dosage
Zinc sulfate / (kg · t - 1 ) | product name | Copper grade /% | Zinc grade /% | Copper recovery rate /% | Zinc recovery rate /% |
1.5 | Copper concentrate | 9.61 | 16.42 | 81.47 | 88.66 |
2.5 | Copper concentrate | 8.96 | 9.64 | 85.33 | 55.53 |
3.0 | Copper concentrate | 10.38 | 9.49 | 86.71 | 50.57 |
3.5 | Copper concentrate | 8.60 | 12.28 | 85.15 | 75.74 |
From the results of Table 5, the recovery of copper is relatively low with the increase of the amount of sodium sulfite, and the zinc content of the concentrate is relatively low. The comprehensive recovery of copper is higher when the amount of zinc sulfate is 1.0kg/t, suitable sodium sulfite. The dosage is 1.0 kg/t.
Table 5 Results of sodium sulfite dosage test
Sodium sulfite / (kg · t - 1 ) | product name | Copper grade /% | Zinc grade /% | Copper recovery rate /% | Zinc recovery rate /% |
0 | Copper concentrate | 11.60 | 19.61 | 74.95 | 79.80 |
1.0 | Copper concentrate | 10.07 | 12.12 | 93.10 | 72.65 |
2.0 | Copper concentrate | 11.41 | 9.75 | 82.02 | 43.48 |
2.5 | Copper concentrate | 11.58 | 8.07 | 69.38 | 31.84 |
It has been shown from the above tests that the combination of sodium sulfide, zinc sulfate and sodium sulfite in combination under suitable conditions can effectively inhibit sphalerite and pyrite in the copper-zinc ore. In addition, the sodium sulfide, zinc sulfate and sodium sulfite dosages were selected for the selection of copper concentrates. The appropriate amount of sodium sulfide, zinc sulfate and sodium sulfite were added to improve the copper concentrate grade and effectively reduce copper concentrate. The content of impurities in the medium.
Third, priority selection of copper closed circuit test
The above test shows that when the pH value is adjusted to be above 11 by using lime, the combination of sodium sulfide, zinc sulfate and sodium sulfite in a suitable condition can effectively inhibit the sphalerite and yellow in the copper-zinc ore. Iron ore, which obtains better copper coarse concentrate, basically solves the problem of copper and zinc separation. Therefore, on the basis of the conditional test, the closed-circuit test of preferential copper selection was carried out. The test results are shown in Table 6, and the closed-circuit test flow is shown in Figure 2.
Table 6 Closed-circuit test results of preferential copper selection
product name | Yield/% | Copper grade /% | Zinc grade /% | Copper recovery rate /% | Zinc recovery rate /% |
Copper concentrate | 21.26 | 22.21 | 73.18 | 8.93 | 18.67 |
Zinc concentrate | 15.90 | 4.48 | 11.04 | 43.20 | 67.55 |
Total tailings | 62.84 | 1.62 | 15.78 | 2.23 | 13.79 |
Raw ore | 100.0 | 6.45 | 100.0 | 10.17 | 100.0 |
Figure 2 closed circuit test process
Fourth, the results and discussion
(1) The raw ore samples have higher contents of copper, zinc and sulfur, which are 6.401% copper, 10.17% zinc and 37.46% sulfur. The symbiotic relationship of the main metal minerals is close, and some of them are in the state of fine-grained package. Ore.
(2) Carrying out exploration and testing of various schemes on the ore sample. According to the comparative analysis of the exploration test results, it is feasible to adopt the preferential flotation process; the combination of sodium sulfide, zinc sulfate and sodium sulfite may be used under suitable conditions. Effectively inhibiting sphalerite and pyrite in the copper-zinc ore and obtaining a better copper concentrate.
(3) The test has better realized the separation of copper and zinc from the ore and obtained qualified copper concentrate and zinc concentrate products.
(4) The selection agent for zinc is copper sulfate and n-butyl xanthate; the test procedure is two rough selection, one sweep, one selection, and a certain amount of lime is selected.
(5) In the test, the types of chemicals that have a greater impact on the technical indicators are lime and sodium sulfide.
1. Introduction of Waste Tire Oil Distillation Plant
Waste Tire Oil Distillation Plant , is the new technology which can refine the tire oil into base oil(which can be made into diesel and gasoline after processed by our catalyst) by vacuum distillation system. The oil quality is better than the original normal pressure distillation technology, which show on purity ,transparence, lightness .this technology will do deodorization and destinke process to the raw material oil automatically by "dry type" vacuum pressure distillation method. With the vacuum distillation technology, the distillation temperature is considerably reduced, and the oil output will higher 5%-10% compared with original normal pressure distillation technology. It makes more profits to the enterprise virtually.
2. Raw material which can be used
a. Waste oil .example: waste diesel, waste oil residue etc.
b. tire/rubber oil
c. plastic oil
d. crude oil
e. waste engine oil
f. waste motor oil
g. waste lube oil
h. waste transformer oil
i. underground oil
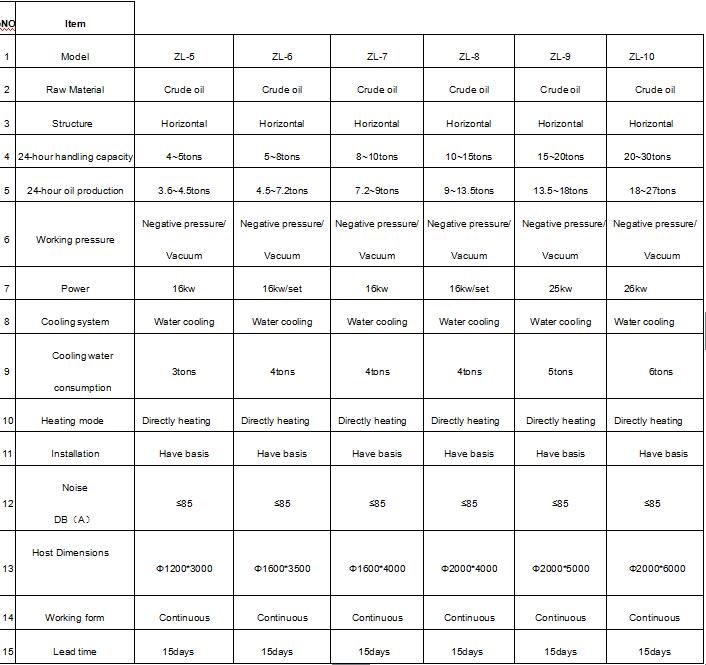
3. Models of waste tire oil distillation plant
4. Installation: We will be in charge of arranging our engineer to go to your place to guide the installation and train your workers how to operate the waste tire oil distillation plant ,and buyer will be in charge of the food, accommodation and round air tickets.
5. Waste Tire Oil Distillation Plant Exporting Experience:
|
America: |
Brazil, Canada, Colombia, USA, |
|
Middle East: |
Dubai, Iran, Jordan, Saudi Arabia, Turkey |
|
Europe: |
Albania , Bosnia and Herzegovina |
|
Asia: |
Afghanistan, India, Malaysia, Pakistan, Philippines, South Korea, Vietnam, Myanmar |
|
Africa: |
Ghana, Mozambique, Zambia |
Waste Tire Oil Distillation Plant
Waste Tire Oil Distillation Plant,Waste Tyre Pyrolysis Oil Distillation Plant,Tyre Pyrolysis Oil Distillation Plant,Oil Distillation To Diesel Plant
Shangqiu Sihai Energy Technology Co., Ltd , https://www.sihaienergy.com