
FEATURES
• Fabricated Construction
• High Efficiency Over Wide Flow Range
• No Required Maintenance
• Economical Choice for Most Applications
• Removes 99% of Liquid and Solid Entrainment Particles Larger Than 10 Microns
• Gas, Steam, or Air Applications
OPTIONS
• ASME UM or U Code Stamp
• Hundreds of Design Options to Conform to Application Requirements
• Support Legs
High Efficiency -No Maintenance
The Eaton Type T Gas/Liquid Separator automatically removes 99% of all liquid and solid entrainment particles 10 microns in size or larger from air, gas, and steam processes. And it does so with no moving parts to wear out and no required maintenance. The Type T, with its cost-effective design, is the separator of choice for most applications that require clean,dry air, gas or steam.
Exclusive Design
Moisture-laden gas enters the inlet of the separator where it is deflected in a centrifugal downward motion. The
entrained solids and moisture droplets are separated out by a reduction in velocity. Separated liquid and solids fall into a reservoir where the exclusive Vortex Containment Plate (VCP) ensures that they cannot be re-entrained. The clean, dry flow is then directed to the outlet by the VCP. This eliminates the need for expensive, delicate baffles used in ordinary separators.
Application Flexibility
The basic Type T Gas/Liquid Separator's straightforward, time-proven design fits most applications without options. For more specialized applications, the Type T is available as the Type ST with an integral trap as part of its design. The trap mechanism is a foolproof design which automatically ejects the condensate, without loss of
line pressure, when it reaches a predetermined level. The Type ST is compact, easily installed, and can be
supported by the line. Removal of the bottom flange releases the trap mechanism for inspection. The internal trap
components are rust-proof stainless steel and include a nonmagnetic 18-8 stainless steel valve and seat. For
applications below freezing, the Type ST Separator can be ordered as the Type STH that includes a heater for the trap. The heater is rated at 50W and runs with 110 volt service. The self-limiting heating element will keep fluid above freezing but does not add to the line temperature. The heater can be easily removed for inspection.
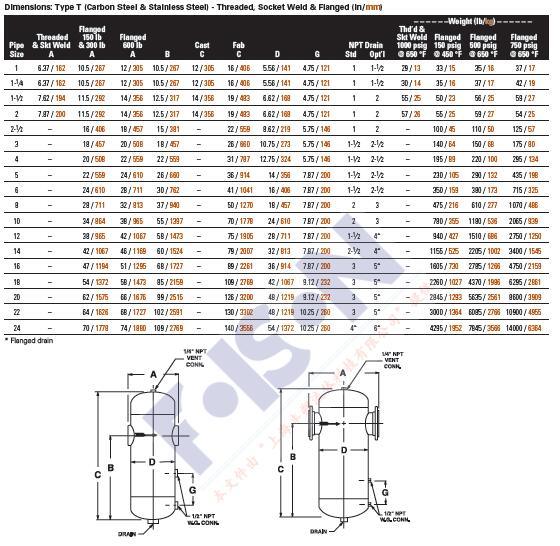
Fabricated Construction
Fabricated Type T Gas/Liquid Separators are available in sizes from 1" to 24" in carbon steel or stainless steel
construction. Fabricated construction separators are built to order and can be easily manufactured to exactly meet the requirements of special applications or applications where weight is a concern.
The Exclusive Eaton Vortex Containment Plate (VCP)
In the past, separators have often operated at less than peak efficiency due to the re-entrainment of separated
liquid at normal or high flow rates. The Eaton VCP solves this problem. The VCP utilizes carefully placed rings that shield the separated liquid from the vortex action inside the separator and direct it to the separator drain. The
turbulence of the swirling gas or air flow is sheltered from the liquid and cannot be re-entrained after separation.
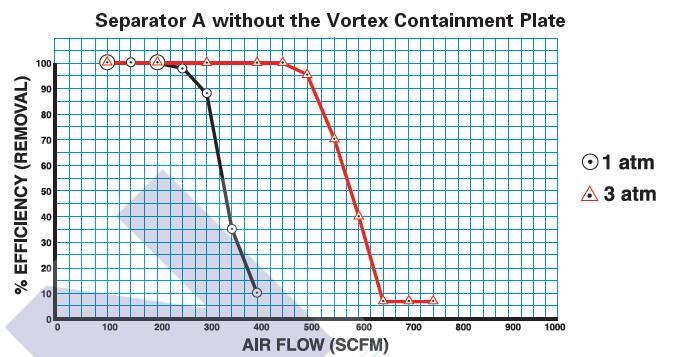
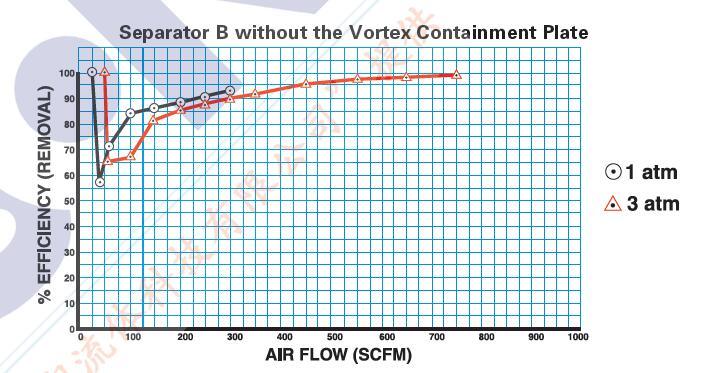
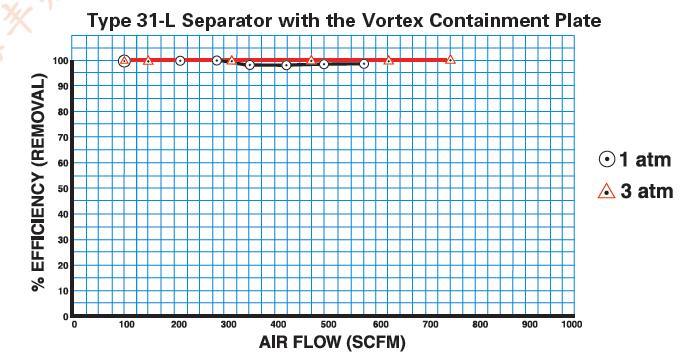
The VCP features extremely heavy duty construction, unlike the delicate baffles used by other systems. And the Eaton VCP is completely maintenance free. The charts on the right graphically depict the high efficiency of Eaton's exclusive Vortex Containment Plate. They show the percentage efficiency versus air flow when the separator is operated at 1 and 3 atm with a water input rate of 150 pounds per hour. Two typical 3" gas/liquid separators that do not contain the Eaton Vortex Containment Plate are compared to a Type 31L Eaton
Separator. The performance standard was the removal of all liquid and solid entrainment where particle sizes exceeded 10 microns.
Applications
Steam
Eaton Gas/Liquid Separators are often installed ahead of steam turbines to protectthe turbine blades from the erosive action of wet steam, pipe scale, and other damagecausing entrained solids. They are also installed in steam distribution lines to assure clean, dry steam enters heat exchangers, pressure reducing valves, emperature regulators, meters, and other process equipment.
A) Definition of Steam Quality:
The ratio in weight between dry steam and entrained water. For example; if the quality of the steam has been determined to be 95%, the wet-steam mixture is composed of 5 parts by weight of water (usually in the form of a fine mist), and 95 parts by weight of steam. Remember a pound of water and a pound of steam both weight the same. Likewise, if the quality of the steam is determined to be 100%, this can describe a boiler that is delivering
100% dry steam with no entrained moisture. This should be noted: "At the boiler" ... There are radiation losses from even well insulated piping systems, and resultant condensation rates for runs of piping, to be discussed later.
B) Definition of Steam Purity:
A quantitative measure of contamination of steam caused by volatiles (like boiler chemicals), and particulate,
that may be carried in the steam. Steam purity can become a subjective question that can require both separators, and filters. For example: Sterilizer operation in a hospital. The steam generated at a central boiler plant may be affected by the distance and effective insulation on piping runs, as well as boiler chemicals, and pipe scale that can be present in the piping runs to the sterilizers. This can cause "wet packs", staining, and contamination of the items being sterilized. The effectiveness of removal of solids by a separator will
be discussed later.
 C) Definition of Steam Trapping application:
The discharge of condensate that has physically fallen by gravity to the bottom of a vessel or piping system. Remember, water flows down hill. There are "mud legs", or "catch pots" in a properly designed piping system
where this is collected and discharged by the traps. There may be low points in the piping system itself, where condensation collects and leads to high velocity steam picking up minute droplets of water, which are carried down stream. In the worst-case scenario, an accumulation of these minute droplets can become a slug of water
generating water hammer. Water hammer is a red flag being waved warning that something has to be done to deal with the water in the system before equipment is damaged, or someone is injured.
D) Definition of Steam Separator application:
As above, anything other than dealing with water that has already fallen by gravity to the 3 bottom of the steam system, or associated steam using equipment. Usually, separators are on the inlet to equipment, or on the upstream side of control valves, and pressure reducing stations. Traps are the opposite, and are at the discharge of mud leg before a control valve, or at the outlet of the steam equipment.
E) Differences between Separators and Traps:
Separators are a flow through device that allows the steam to enter and discharge as steam, to be conditioned by the centrifugal separation process. Traps are dead end device that "traps" the steam (does not allow it to flow
through). The function of the trap is to discharge air at start up, discharge condensate during normal operation, and never allow live steam to escape and be wasted. (Few do all three functions well…. there are always trade offs on types of traps that vent air and other non-condensable well, have a capacity sufficient to discharge water
as soon as it is formed, and have a long service life to ensure mechanical components do not fail and allow live steam to escape).
F) Warm up and Running loads for various lengths of well-insulated
piping:
there are tables that give typical rates of condensation based on steam pressure and thickness of insulation. For example, per 100 feet of 4" pipe insulated to 80% efficiency at 70 deg. F. ambient temperature, a 100 psi steam system produces about 39 lbs/hr. of condensate at start up, and 22 lbs/hr. as the system comes up to
normal operating temperature. Getting back to the question raised in the opening paragraphs concerning solids handling capability of separators in a normal steam system, visualize the separator operating in its centrifugal separation mode: As minute solids, pipe scale, etc., enter the separator, they are filmed out with the water on
4 the I.D. of the separator housing, discharged by the separator, and removed from the steam system, or point of use of the steam equipment.
Compressed Air
Compressed air lines have Eaton Gas/Liquid Separators installed following intercoolers and aftercoolers to remove entrained moisture that would otherwise cause damage in successive stages of compression or to subsequent processes. They are used for entrainment removal in primary air lines leading to air-using equipment such as air chucks, air nozzles, and paint spray equipment. They are particularly suitable for long runs of pipe and where wide temperature differentials are found. The units are highly efficient for moisture separation of refrigerated air dryer packages.
A) Statement on Compressed Air Quality:
atmospheric air contains moisture as well as some particulate, or aerosols. Air Compressors often, but not always, are associated with some types of lubricating oils that can migrate downstream into the air distribution system. The oil and water may combine and become a dirty emulsion. Outdoor facilities, for example, refineries, chemical plants, power plant control air systems, etc., may be faced with issues associated with contaminated compressed air.
B) Refrigerated and Desiccant Air Dryer Systems:
Most major OEM manufacturers of these systems include separators as part of the system. There can be failures of the mechanical system components, or slugs of moisture that cannot be handled by the properly sized
equipment. Just as in the case of the previously mentioned steam distribution system, the compressed air system may have low points, or points of use that have to be protected from both entrained moisture and slugs of moisture due to a system malfunction. Compressed Air Trap (liquid drainer) Application: Automatic drain
traps are needed at any absorption or refrigerant dryer, and any separator that is installed in the air line. They are also needed at low points in the air lines. Unless fitted close to the points being drained, and on light loads, drainers often need a balance line to allow air to be displaced from the piping or the drainer body, as
water runs in. The balance line is connected above the drain point of the equipment, as in the case of an air receiver tank. It should also be noted an air trap is under light loads and often in a totally closed
position. Therefore, a soft seat offering a positive seal is an advantage on air or gas applications. This is in contrast with a steam trap on light loads, as a drip trap on a steam header, where the trap reaches equilibrium on the light flow and constantly dribbles.
Compressed Gas
Eaton Gas/Liquid Separators are used in conjunction with intercooler and aftercooler equipment installed on gas
compressors. They are very effective in the removal of oil, tar, water, and other unwanted entrainment.
A)Separators on Natural Gas Wellheads:
Applications exist for separators in gas production. When gas is brought out of the ground it can contain water, brine, dirt, and other impurities. There have been settling tanks, and basins, used to separate the gas from other liquid petroleum products, and water, etc. There are current applications where the preference was to put a separator at the wellhead to deal with the liquid impurity. There may be issues related to corrosion due to the
sulphurous compounds present, or freezing in a minus 50 degree F. application that we would require stainless steel construction.
B) Separators on Gas Collection Systems:
As above, the larger piping systems used for collecting the gas from the production wells also has separators. In this case, the working pressure of the system might be above 1000 psi., and the same low temperature ambient conditions may predicate stainless construction.
C) Natural Gas Compressor Applications:
Gas compressor manufacturers and skid manufacturers report they require separators for the same reasons as apply to compressed air applications. There have been reported solid contaminants like coal dust that may also be a factor.
GEOTHERMAL APPLICATIONSA
A)Geothermal Steam Collection System:
The geothermal well is drilled to a depth of 10,000 feet, or more. The first stage separator the steam passes through above the well is sometimes called a "Rock Catcher", for obvious reasons. In the initial years of operation the wells produce steam that is very dirty and wet. The pressures usually are in the range of 150
psi., and the steam is very wet…..supersaturated with water. Catch pots, mud legs, etc., are an important part of these large collection systems to collect and discharge the water draining out by gravity. The traps in these
systems have to be able to handle the silt associated with this steam. There is an additional consideration that these traps, unlike conventional steam traps, do not have air vents to release air and the other non-condensables. 6 These non-condesables include H2S that cannot be pumped back with the condensate to vented receivers for environmental, and operator safety reasons.
B) Power Plant Turbine Steam Separator Applications:
Since the steam is wet, conventional separators are installed before the steam enters the power plant. These are very large, since the steam system is often between 30" and 48". The separators themselves stand 25 feet tall, and 10 feet in diameter. The obvious function of these units is the conventional collection and removal of minute droplets of water entrained with the steam. This is assuming steam is saturated with moisture. On some
current operating geothermal systems with perhaps a 10 to 15 year history of operation, the steam has transitioned from being saturated, is drying out and now is classified as superheated. This means there is no water present in liquid form. The steam actually carries more heat than would be shown on the steam tables for "saturated" steam. For example, saturated steam at 100 psi is about 338 deg. F. It could contain 12 deg. F. "superheat", and have a temperature of 350 deg. F.
C) Important Note on Superheated Geothermal Steam Application:
In this case separators are not seeing any entrained moisture, since the steam cannot carry any moisture in this superheated condition. It has been noted the amounts of dirt, and minute mineral particles entrained in the
superheated steam have damaged turbine blades. The separators are not removing the particulate matter unless there is some water present. The solution is to atomize the steam with spray nozzles, or a "desuperheater",
to allow the formation of minute droplets to be collected in the separator, and film away with particulates on the I.D. of the separator during the centrifugal separation process.
VAPOR COLLECTION AND DESTRUCTION APPLICATIONS
A)Flame Arrester and Detonation arrester Protection:
Everyone who sells flame arresters, and detonation arresters, knows the most often asked a question is: "How do we clean them? Or how often do they have to be cleaned?" This is a typical filtration question, since the flame arrester is really only a series of minute passageways assembled into an element, and 7 is really an effective strainer in the system piping. All designs are hard to clean. Additionally downtime for cleaning means a process has to be shut down to facilitates this procedure. The obvious application exists for separators in front of flame arresters, as in a two stage filtration system. Also, engineers are used to up sizing the arrester to allow for a "fouling factor", acknowledging there will be dirt collecting on the element in some applications. There are a few arrester designs that sell their feature of being an eccentric design, where condensate will not sit in the bottom of the arrester housing. The gross liquid dropping into the low points if piping is acknowledged. This may offer opportunity for separators and automatic drains to deal with the issues associated with contaminated vapor streams. In paper companies, there are reported fires caused by pools of turpentine in vapor collection systems that could be dealt with as entrained liquid droplets and handled by separators and be discharged by automatic drains in the system.
B) Solids Handling Capabilities:
Wright-Austin offers units designed for solids removal. There may be applications in vapor collection, and
Volatile Organic Compound destruction systems where a special category of solids, possibly sparks, have to be dealt with. On a current applications for coffee roasting, sparks from the roasters are propagating down stream
into the catalytic oxidizer bed and destroying the catalyst. This has resulted in a cost $12,000 to replace the catalyst. Our proposal is to use a spray mist to atomize the fume stream, and remove the minute droplets,
(and sparks), with a separator. The water vapor has no reported affect on the catalyst. There may be also instances like sulphur, or asphalt applications, where solids may be removed in the same manner, before
plugging arresters. This idea results from the noted difficulties above on superheated steam application related above.
LANDFILL AND WASTE GAS APPLICATIONS
A)Â Collection of Methane gas to Power Generators:
Current application for coelescer/separators, and separators, to protect the blowers, and internal combustion engine/generators sets in this system.
B) Municipal Waste Water Treatment Digester Gas Collection Systems:
Based on the application above, and knowledge the waste gas collection systems are using automatic traps to discharge liquid and solid impurities, applications should exist for separators in this dirty service. In this application, the waste gas is burned in a waste heat recovery boiler to enhance the dewatering of sludge. Recent application for municipal digester gas after cooler separators included 3 ea, 4" #31- LSFR in carbon steel this appears to be an application common to all digester waste gas collection system.
EXHAUST HEAD APPLICATIONS
A) Environmental Related Issues with Open Vents:
Current applications have been sold for separators used on oil mist elimination and other cases where an open vent to the atmosphere can carry minute droplets of a hazardous compound under pressure.
B) Condensate Receivers:
There are issues with open vent lines from condensate receivers that require exhaust heads. In one case the
customer did not want expensive boiler chemicals to be allowed to go off in the form drop lets in the flash steam relieving to atmosphere. Engineers suggest in a properly sized vent, 10% to 13% of the flash steam is comprised of minute droplets. These droplets carry with them the water treatment and boiler compounds, which are very expensive. There may also be environmental factors associated with the discharge of certain compounds. Additionally, there are instances where the cosmetic staining of a roof from the continual formation of this liquid is a reason to justify the exhaust head unit
FOOD PROCESSING APPLICATIONS
A) Removal of Chili Dust and Oil Particles from Operators' Environment: In the coating process tumblers where the spicy condiments and oils are put on corn chips, the operators' breathing and eyes are being affected by the escape of these compounds from the tumblers. Even with end caps to enclose the chip coating process there
are air gaps and leakage of these irritating compounds into the 9 surrounding air. The solution has been proposed, and embraced as a company wide standard, to have a constant low velocity air sweep through the tumbler to a separator to remove the dusty solid, and oil particles. The separator is to be fitted with a constant warm water mist to help prevent caking of these materials on the separator internals. The discharge of the separator is directed to a floor drain leading to the plant waste water disposal facility. made by Weight Austin, from 1894
FEATURES
• Fabricated Construction
• High Efficiency Over Wide Flow Range
• No Required Maintenance
• Economical Choice for Most Applications
• Removes 99% of Liquid and Solid Entrainment Particles Larger Than 10 Microns
• Gas, Steam, or Air Applications
OPTIONS
• ASME UM or U Code Stamp
• Hundreds of Design Options to Conform to Application Requirements
• Support Legs
High Efficiency -No Maintenance
The Eaton Type T Gas/Liquid Separator automatically removes 99% of all liquid and solid entrainment particles 10 microns in size or larger from air, gas, and steam processes. And it does so with no moving parts to wear out and no required maintenance. The Type T, with its cost-effective design, is the separator of choice for most applications that require clean,dry air, gas or steam.
Exclusive Design
Moisture-laden gas enters the inlet of the separator where it is deflected in a centrifugal downward motion. The
entrained solids and moisture droplets are separated out by a reduction in velocity. Separated liquid and solids fall into a reservoir where the exclusive Vortex Containment Plate (VCP) ensures that they cannot be re-entrained. The clean, dry flow is then directed to the outlet by the VCP. This eliminates the need for expensive, delicate baffles used in ordinary separators.
Application Flexibility
The basic Type T Gas/Liquid Separator's straightforward, time-proven design fits most applications without options. For more specialized applications, the Type T is available as the Type ST with an integral trap as part of its design. The trap mechanism is a foolproof design which automatically ejects the condensate, without loss of
line pressure, when it reaches a predetermined level. The Type ST is compact, easily installed, and can be
supported by the line. Removal of the bottom flange releases the trap mechanism for inspection. The internal trap
components are rust-proof stainless steel and include a nonmagnetic 18-8 stainless steel valve and seat. For
applications below freezing, the Type ST Separator can be ordered as the Type STH that includes a heater for the trap. The heater is rated at 50W and runs with 110 volt service. The self-limiting heating element will keep fluid above freezing but does not add to the line temperature. The heater can be easily removed for inspection.
Fabricated Construction
Fabricated Type T Gas/Liquid Separators are available in sizes from 1" to 24" in carbon steel or stainless steel
construction. Fabricated construction separators are built to order and can be easily manufactured to exactly meet the requirements of special applications or applications where weight is a concern.
The Exclusive Eaton Vortex Containment Plate (VCP)
In the past, separators have often operated at less than peak efficiency due to the re-entrainment of separated
liquid at normal or high flow rates. The Eaton VCP solves this problem. The VCP utilizes carefully placed rings that shield the separated liquid from the vortex action inside the separator and direct it to the separator drain. The
turbulence of the swirling gas or air flow is sheltered from the liquid and cannot be re-entrained after separation.
The VCP features extremely heavy duty construction, unlike the delicate baffles used by other systems. And the Eaton VCP is completely maintenance free. The charts on the right graphically depict the high efficiency of Eaton's exclusive Vortex Containment Plate. They show the percentage efficiency versus air flow when the separator is operated at 1 and 3 atm with a water input rate of 150 pounds per hour. Two typical 3" gas/liquid separators that do not contain the Eaton Vortex Containment Plate are compared to a Type 31L Eaton
Separator. The performance standard was the removal of all liquid and solid entrainment where particle sizes exceeded 10 microns.
Applications
Steam
Eaton Gas/Liquid Separators are often installed ahead of steam turbines to protectthe turbine blades from the erosive action of wet steam, pipe scale, and other damagecausing entrained solids. They are also installed in steam distribution lines to assure clean, dry steam enters heat exchangers, pressure reducing valves, emperature regulators, meters, and other process equipment.
A) Definition of Steam Quality:
The ratio in weight between dry steam and entrained water. For example; if the quality of the steam has been determined to be 95%, the wet-steam mixture is composed of 5 parts by weight of water (usually in the form of a fine mist), and 95 parts by weight of steam. Remember a pound of water and a pound of steam both weight the same. Likewise, if the quality of the steam is determined to be 100%, this can describe a boiler that is delivering
100% dry steam with no entrained moisture. This should be noted: "At the boiler" ... There are radiation losses from even well insulated piping systems, and resultant condensation rates for runs of piping, to be discussed later.
B) Definition of Steam Purity:
A quantitative measure of contamination of steam caused by volatiles (like boiler chemicals), and particulate,
that may be carried in the steam. Steam purity can become a subjective question that can require both separators, and filters. For example: Sterilizer operation in a hospital. The steam generated at a central boiler plant may be affected by the distance and effective insulation on piping runs, as well as boiler chemicals, and pipe scale that can be present in the piping runs to the sterilizers. This can cause "wet packs", staining, and contamination of the items being sterilized. The effectiveness of removal of solids by a separator will
be discussed later.
 C) Definition of Steam Trapping application:
The discharge of condensate that has physically fallen by gravity to the bottom of a vessel or piping system. Remember, water flows down hill. There are "mud legs", or "catch pots" in a properly designed piping system
where this is collected and discharged by the traps. There may be low points in the piping system itself, where condensation collects and leads to high velocity steam picking up minute droplets of water, which are carried down stream. In the worst-case scenario, an accumulation of these minute droplets can become a slug of water
generating water hammer. Water hammer is a red flag being waved warning that something has to be done to deal with the water in the system before equipment is damaged, or someone is injured.
D) Definition of Steam Separator application:
As above, anything other than dealing with water that has already fallen by gravity to the 3 bottom of the steam system, or associated steam using equipment. Usually, separators are on the inlet to equipment, or on the upstream side of control valves, and pressure reducing stations. Traps are the opposite, and are at the discharge of mud leg before a control valve, or at the outlet of the steam equipment.
E) Differences between Separators and Traps:
Separators are a flow through device that allows the steam to enter and discharge as steam, to be conditioned by the centrifugal separation process. Traps are dead end device that "traps" the steam (does not allow it to flow
through). The function of the trap is to discharge air at start up, discharge condensate during normal operation, and never allow live steam to escape and be wasted. (Few do all three functions well…. there are always trade offs on types of traps that vent air and other non-condensable well, have a capacity sufficient to discharge water
as soon as it is formed, and have a long service life to ensure mechanical components do not fail and allow live steam to escape).
F) Warm up and Running loads for various lengths of well-insulated
piping:
there are tables that give typical rates of condensation based on steam pressure and thickness of insulation. For example, per 100 feet of 4" pipe insulated to 80% efficiency at 70 deg. F. ambient temperature, a 100 psi steam system produces about 39 lbs/hr. of condensate at start up, and 22 lbs/hr. as the system comes up to
normal operating temperature. Getting back to the question raised in the opening paragraphs concerning solids handling capability of separators in a normal steam system, visualize the separator operating in its centrifugal separation mode: As minute solids, pipe scale, etc., enter the separator, they are filmed out with the water on
4 the I.D. of the separator housing, discharged by the separator, and removed from the steam system, or point of use of the steam equipment.
Compressed Air
Compressed air lines have Eaton Gas/Liquid Separators installed following intercoolers and aftercoolers to remove entrained moisture that would otherwise cause damage in successive stages of compression or to subsequent processes. They are used for entrainment removal in primary air lines leading to air-using equipment such as air chucks, air nozzles, and paint spray equipment. They are particularly suitable for long runs of pipe and where wide temperature differentials are found. The units are highly efficient for moisture separation of refrigerated air dryer packages.
A) Statement on Compressed Air Quality:
atmospheric air contains moisture as well as some particulate, or aerosols. Air Compressors often, but not always, are associated with some types of lubricating oils that can migrate downstream into the air distribution system. The oil and water may combine and become a dirty emulsion. Outdoor facilities, for example, refineries, chemical plants, power plant control air systems, etc., may be faced with issues associated with contaminated compressed air.
B) Refrigerated and Desiccant Air Dryer Systems:
Most major OEM manufacturers of these systems include separators as part of the system. There can be failures of the mechanical system components, or slugs of moisture that cannot be handled by the properly sized
equipment. Just as in the case of the previously mentioned steam distribution system, the compressed air system may have low points, or points of use that have to be protected from both entrained moisture and slugs of moisture due to a system malfunction. Compressed Air Trap (liquid drainer) Application: Automatic drain
traps are needed at any absorption or refrigerant dryer, and any separator that is installed in the air line. They are also needed at low points in the air lines. Unless fitted close to the points being drained, and on light loads, drainers often need a balance line to allow air to be displaced from the piping or the drainer body, as
water runs in. The balance line is connected above the drain point of the equipment, as in the case of an air receiver tank. It should also be noted an air trap is under light loads and often in a totally closed
position. Therefore, a soft seat offering a positive seal is an advantage on air or gas applications. This is in contrast with a steam trap on light loads, as a drip trap on a steam header, where the trap reaches equilibrium on the light flow and constantly dribbles.
Compressed Gas
Eaton Gas/Liquid Separators are used in conjunction with intercooler and aftercooler equipment installed on gas
compressors. They are very effective in the removal of oil, tar, water, and other unwanted entrainment.
A)Separators on Natural Gas Wellheads:
Applications exist for separators in gas production. When gas is brought out of the ground it can contain water, brine, dirt, and other impurities. There have been settling tanks, and basins, used to separate the gas from other liquid petroleum products, and water, etc. There are current applications where the preference was to put a separator at the wellhead to deal with the liquid impurity. There may be issues related to corrosion due to the
sulphurous compounds present, or freezing in a minus 50 degree F. application that we would require stainless steel construction.
B) Separators on Gas Collection Systems:
As above, the larger piping systems used for collecting the gas from the production wells also has separators. In this case, the working pressure of the system might be above 1000 psi., and the same low temperature ambient conditions may predicate stainless construction.
C) Natural Gas Compressor Applications:
Gas compressor manufacturers and skid manufacturers report they require separators for the same reasons as apply to compressed air applications. There have been reported solid contaminants like coal dust that may also be a factor.
GEOTHERMAL APPLICATIONSA
A)Geothermal Steam Collection System:
The geothermal well is drilled to a depth of 10,000 feet, or more. The first stage separator the steam passes through above the well is sometimes called a "Rock Catcher", for obvious reasons. In the initial years of operation the wells produce steam that is very dirty and wet. The pressures usually are in the range of 150
psi., and the steam is very wet…..supersaturated with water. Catch pots, mud legs, etc., are an important part of these large collection systems to collect and discharge the water draining out by gravity. The traps in these
systems have to be able to handle the silt associated with this steam. There is an additional consideration that these traps, unlike conventional steam traps, do not have air vents to release air and the other non-condensables. 6 These non-condesables include H2S that cannot be pumped back with the condensate to vented receivers for environmental, and operator safety reasons.
B) Power Plant Turbine Steam Separator Applications:
Since the steam is wet, conventional separators are installed before the steam enters the power plant. These are very large, since the steam system is often between 30" and 48". The separators themselves stand 25 feet tall, and 10 feet in diameter. The obvious function of these units is the conventional collection and removal of minute droplets of water entrained with the steam. This is assuming steam is saturated with moisture. On some
current operating geothermal systems with perhaps a 10 to 15 year history of operation, the steam has transitioned from being saturated, is drying out and now is classified as superheated. This means there is no water present in liquid form. The steam actually carries more heat than would be shown on the steam tables for "saturated" steam. For example, saturated steam at 100 psi is about 338 deg. F. It could contain 12 deg. F. "superheat", and have a temperature of 350 deg. F.
C) Important Note on Superheated Geothermal Steam Application:
In this case separators are not seeing any entrained moisture, since the steam cannot carry any moisture in this superheated condition. It has been noted the amounts of dirt, and minute mineral particles entrained in the
superheated steam have damaged turbine blades. The separators are not removing the particulate matter unless there is some water present. The solution is to atomize the steam with spray nozzles, or a "desuperheater",
to allow the formation of minute droplets to be collected in the separator, and film away with particulates on the I.D. of the separator during the centrifugal separation process.
VAPOR COLLECTION AND DESTRUCTION APPLICATIONS
A)Flame Arrester and Detonation arrester Protection:
Everyone who sells flame arresters, and detonation arresters, knows the most often asked a question is: "How do we clean them? Or how often do they have to be cleaned?" This is a typical filtration question, since the flame arrester is really only a series of minute passageways assembled into an element, and 7 is really an effective strainer in the system piping. All designs are hard to clean. Additionally downtime for cleaning means a process has to be shut down to facilitates this procedure. The obvious application exists for separators in front of flame arresters, as in a two stage filtration system. Also, engineers are used to up sizing the arrester to allow for a "fouling factor", acknowledging there will be dirt collecting on the element in some applications. There are a few arrester designs that sell their feature of being an eccentric design, where condensate will not sit in the bottom of the arrester housing. The gross liquid dropping into the low points if piping is acknowledged. This may offer opportunity for separators and automatic drains to deal with the issues associated with contaminated vapor streams. In paper companies, there are reported fires caused by pools of turpentine in vapor collection systems that could be dealt with as entrained liquid droplets and handled by separators and be discharged by automatic drains in the system.
B) Solids Handling Capabilities:
Wright-Austin offers units designed for solids removal. There may be applications in vapor collection, and
Volatile Organic Compound destruction systems where a special category of solids, possibly sparks, have to be dealt with. On a current applications for coffee roasting, sparks from the roasters are propagating down stream
into the catalytic oxidizer bed and destroying the catalyst. This has resulted in a cost $12,000 to replace the catalyst. Our proposal is to use a spray mist to atomize the fume stream, and remove the minute droplets,
(and sparks), with a separator. The water vapor has no reported affect on the catalyst. There may be also instances like sulphur, or asphalt applications, where solids may be removed in the same manner, before
plugging arresters. This idea results from the noted difficulties above on superheated steam application related above.
LANDFILL AND WASTE GAS APPLICATIONS
A)Â Collection of Methane gas to Power Generators:
Current application for coelescer/separators, and separators, to protect the blowers, and internal combustion engine/generators sets in this system.
B) Municipal Waste Water Treatment Digester Gas Collection Systems:
Based on the application above, and knowledge the waste gas collection systems are using automatic traps to discharge liquid and solid impurities, applications should exist for separators in this dirty service. In this application, the waste gas is burned in a waste heat recovery boiler to enhance the dewatering of sludge. Recent application for municipal digester gas after cooler separators included 3 ea, 4" #31- LSFR in carbon steel this appears to be an application common to all digester waste gas collection system.
EXHAUST HEAD APPLICATIONS
A) Environmental Related Issues with Open Vents:
Current applications have been sold for separators used on oil mist elimination and other cases where an open vent to the atmosphere can carry minute droplets of a hazardous compound under pressure.
B) Condensate Receivers:
There are issues with open vent lines from condensate receivers that require exhaust heads. In one case the
customer did not want expensive boiler chemicals to be allowed to go off in the form drop lets in the flash steam relieving to atmosphere. Engineers suggest in a properly sized vent, 10% to 13% of the flash steam is comprised of minute droplets. These droplets carry with them the water treatment and boiler compounds, which are very expensive. There may also be environmental factors associated with the discharge of certain compounds. Additionally, there are instances where the cosmetic staining of a roof from the continual formation of this liquid is a reason to justify the exhaust head unit
FOOD PROCESSING APPLICATIONS
A) Removal of Chili Dust and Oil Particles from Operators' Environment: In the coating process tumblers where the spicy condiments and oils are put on corn chips, the operators' breathing and eyes are being affected by the escape of these compounds from the tumblers. Even with end caps to enclose the chip coating process there
are air gaps and leakage of these irritating compounds into the 9 surrounding air. The solution has been proposed, and embraced as a company wide standard, to have a constant low velocity air sweep through the tumbler to a separator to remove the dusty solid, and oil particles. The separator is to be fitted with a constant warm water mist to help prevent caking of these materials on the separator internals. The discharge of the separator is directed to a floor drain leading to the plant waste water disposal facility.
Wear Resistant Ceramic Alumina Ball are a class of Alumina Balls that are referred to as High Alumina Balls due to their high alumina content. The High Alumina Ball can be subdivided into series of 90, 92, 95, 99 according to the alumina content. High aluminum ball is widely used in different types of ceramics, enamel, glass, chemical industry because of its high strength, high hardness, high wear resistance, excellent specific gravity, small volume, high temperature resistance, corrosion resistance and pollution-free. And so on the factory's thick and hard materials finishing and deep processing. Taking the high-aluminum ball of 92 content as an example, the specific gravity (density) should reach 3.60 or more, the alumina content should be above 91.5, and the iron content is low. The same raw material, the same formulation, and the same baking temperature, the smaller the fineness of the powder after the raw material is ground, the higher the specific gravity and the better the wear resistance.
Commodity
Alumina
ball 30-60mm
Appearance
Faint yellow
Al2O3 Content (%)
≥70%±2%
Bulk Density
3.02(g/cm3)
Water absorption
<0.01(%)
Degree of hardness (MOhs)
8
Use raw material
Fining high bauxite
Formation way
Isostatic pressing
Wear Resistant Ceramic Alumina Ball
Industry Alumina Ball,Alumina Ceramic Pellet Ball,Wear Resistant Ceramic Alumina Ball
Shanxi Ruineng Ceramic Material Co.,Ltd , https://www.rnceramic.com